
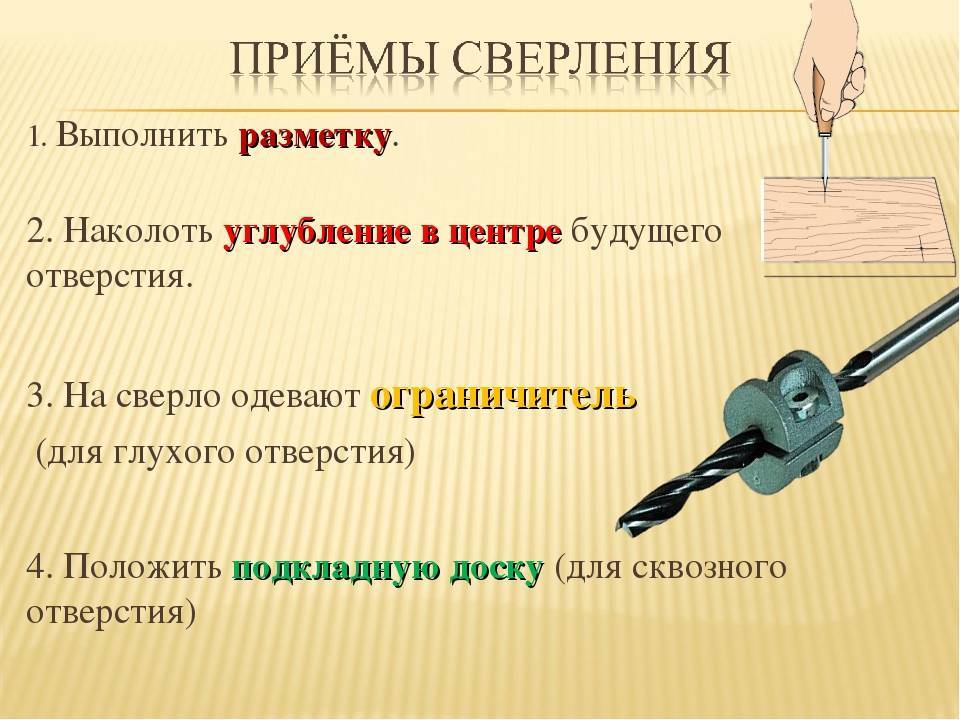
Правила сверления отверстий
Отверстия могут быть просверлены двумя способами: по разметке или кондуктору – метод подбирают, отталкиваясь от количества и качества заготовок. Во время работы мастер должен следовать таким правилам:
При сквозном сверлении важно учитывать, как деталь закрепляется: если на столе, ее устанавливают на подкладку, чтобы добиться свободного выхода сверла. Сверло подводят к заготовке после начала вращения шпинделя
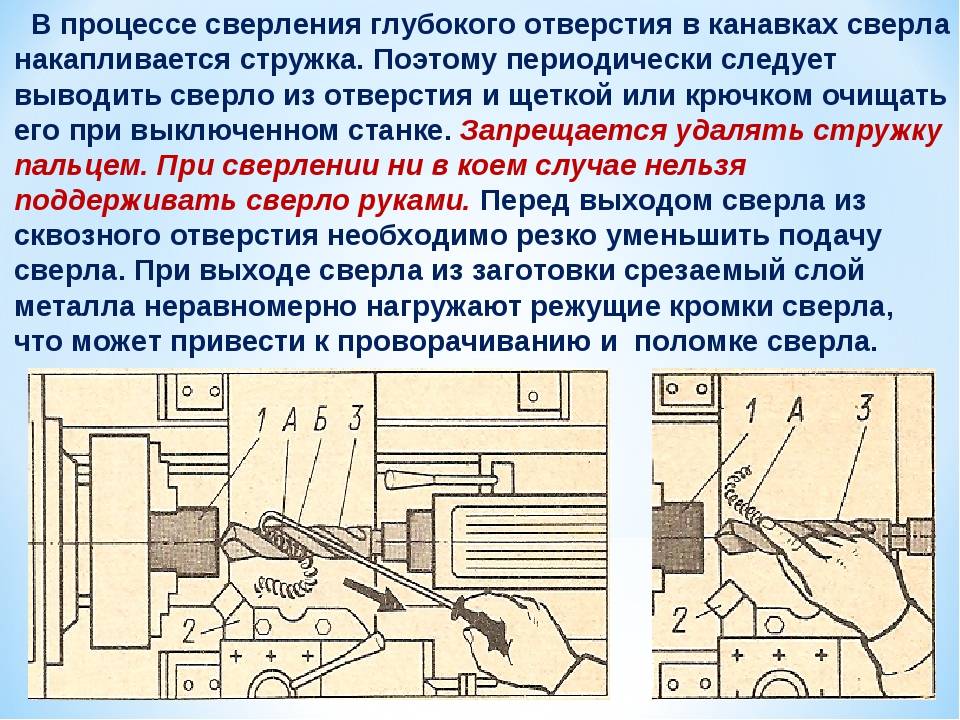
Таким образом обеспечивается относительно низкая нагрузка при касании поверхности заготовки, в противном случае есть риск повреждения режущих кромок инструмента. Вращение шпинделя не должно прекращаться, когда сверло находится внутри детали. Несоблюдение данного правило чревато повреждением инструмента. Если в процессе работы слышен скрежет, есть вибрации из-за заедания, перекоса, износа сверла, необходимо как можно быстрее вывести сверло из заготовки, затем остановить станок. При создании глубоких отверстий (l > 5d, где I – глубина отверстия, мм; d – диаметр отверстия, мм) сверло время от времени выводят из заготовки, чтобы смазать и освободить от стружки. Подобные процедуры позволяют значительно снизить вероятность поломки или слишком быстрого затупления инструмента. Отверстия диаметром более 25 мм сверлят в сплошном металле за два перехода с рассверливанием или зенкерованием. Сверление осуществляют в соответствии с режимами, зафиксированными в технологических картах, таблицах справочников, либо по рекомендациям мастера/технолога. Отверстия в заготовках из стали и вязких материалов делают с применением смазочно-охлаждающих жидкостей. В результате обеспечивается защита инструмента от преждевременного износа и увеличение режимов резания.
Сверление сквозных и глухих отверстий по разметке используют при производстве штучных заготовок и небольших партий, ведь в таком случае изготовление кондукторов оказывается нецелесообразным с финансовой точки зрения. Сверловщик получает заготовки с размеченными контрольными окружностями и центром запланированного отверстия. Либо он сам может делать всю необходимую разметку.
Метод с использованием разметки предполагает предварительное и окончательное сверление. На первом этапе применяют ручную подачу, при этом высверливают небольшое отверстие (d = 0,25). Далее шпиндель и сверло отводят обратно, снимают стружку, сверяют результат с заранее подготовленной разметкой.
Если при изготовлении предварительного отверстия не было допущено ошибок, работу доводят до конца. Если же отверстие сместилось относительно запланированной зоны, необходима корректировка. Для этого узким зубилом прорубают 2-3 канавки с той стороны от центра, в которую будет производиться смещение. Канавки помогут направить сверло в намеченное место. Когда смещение устранено, можно завершать работу.
Рекомендовано к прочтению
Другой метод сверления сквозных отверстий предполагает использование кондуктора. Направление режущего инструмента и фиксирование заготовки согласно требованиям технологического процесса может осуществляться при помощи разных кондукторов. Постоянные установочные базы приспособления, кондукторные втулки задают сверлу направление и обеспечивают более высокую точность обработки. В этом случае работник выполняет несколько простых действий: устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.
При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.
Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
Отверстия в разрезе на чертеже
О том, как показываются элементы и детали на разрезах подробно написано в ГОСТ 2.305-2008. Отверстия могут попадать на разрезы, и их отображение должно соответствовать другим видам. Если отверстие не попадает в сечение, то оно показывается пунктиром, в ином случае те части, которые попадают в сечение, должны быть обозначены основной линией.
При пересечении двух отверстий важно правильно показать их размеры и место пересечения. Иногда общего разреза бывает недостаточно для полного понимания, и его дополняют местным разрезом части предмета
Рисунок 6. Отверстия по кругу и в разрезе
Инструменты для сквозного сверления
Чаще всего сквозное сверление осуществляют при помощи ручных и электрических дрелей, сверлильных станков, если есть подобная возможность. Основным элементом всех перечисленных аппаратов являются сверла, которые могут быть любой формы, а именно они бывают:
- спиральные (используются в большинстве случаев);
- винтовые;
- коронки;
- конусные;
- перовые, пр.
Сверла, вне зависимости от разновидности, должны отвечать требованиям ГОСТов. На инструментах до Ø 2 мм отсутствует маркировка, у изделий до Ø 3 мм на хвостовике фиксируется информация о сечении и марке стали. При больших диаметрах производитель может указывать дополнительные сведения.
Чтобы сделать отверстие определенного размера, требуется сверло на десятые доли миллиметра меньше необходимой цифры. От качества его заточки зависит разница между этими двумя размерами – чем лучше заточен инструмент, тем ближе будут значения.
Сверла имеют разную длину и могут быть короткими, удлиненными и длинными
При выборе инструмента для сквозного сверления важно учитывать предельную твердость металла заготовки. Кроме того, хвостовик сверл может быть цилиндрическим или коническим, о чем не стоит забывать во время подбора сверлильного патрона или переходной втулки
Осуществление некоторых технологических операций и обработка ряда материалов сопряжена со специальной заточкой. Чем выше твердость обрабатываемого металла, тем острее должна быть кромка сверла. Допустим, не всегда возможно сквозное сверление тонколистового металла обычным спиральным сверлом – последнее придется заменить аналогом с особой заточкой. Для каждого типа сверл существуют свои рекомендации в соответствии с толщиной, твердостью обрабатываемого материала, типом отверстия. Так как это достаточно объемный пласт информации, он не будет затронут в данной статье.
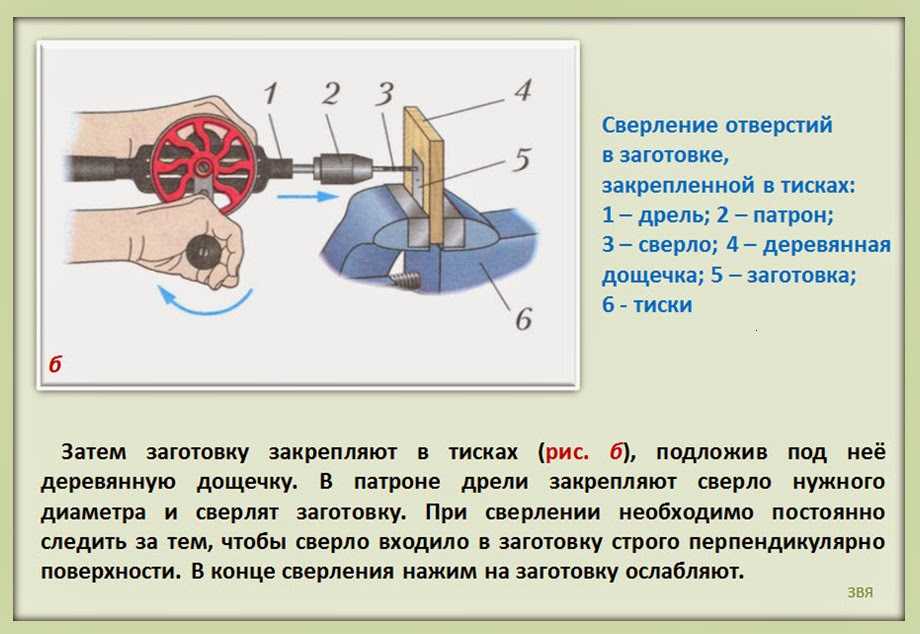
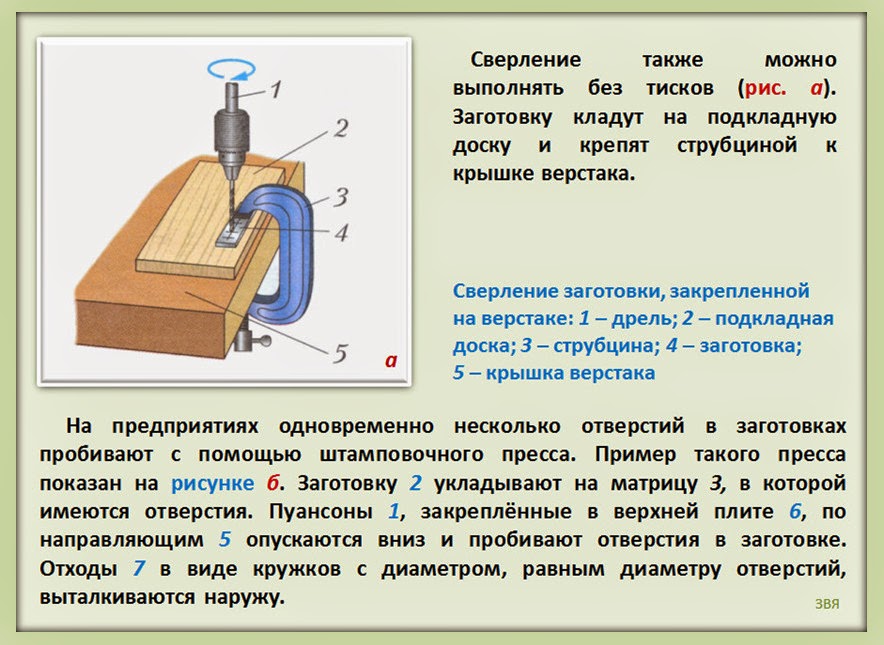
Перед началом работ заготовку закрепляют при помощи тисков, упоров, кондукторов, уголков, прихватов с болтами и прочими устройствами. В результате обеспечивается безопасность специалиста, а также удается добиться более высокого качества.
Фаски снимают и обрабатывают поверхность канала при помощи цилиндрической либо конической зенковки. Точку для дальнейшего сверления намечают молотком и кернером – она необходима, чтобы инструмент не соскочил с нужного места в процессе работы.
По настоящее время самую лучшую репутацию имеют сверла производства СССР, поскольку при их изготовлении выполнялись все нормы ГОСТов в области формы изделия и состава. Хорошими считаются изделия с титановым напылением немецкой компании «Ruko» и фирмы «Bosch». Высоко ценится и продукция «Haisser», она мощная и обычно предусмотрена для отверстий большого диаметра. Среди отечественных компаний лучшие отзывы о фирме «Зубр», а именно о серии «Кобальт».
Что такое глухое отверстие, почему глухое, как и чем просверлить глухое отверстие?
Какое отверстие называется глухим.
Чем и главное как просверлить такое отверстие, какой нужен инструмент, как не просверлить глубже необходимого?
На мой взгляд, проще определиться в этим понятием в сравнении.
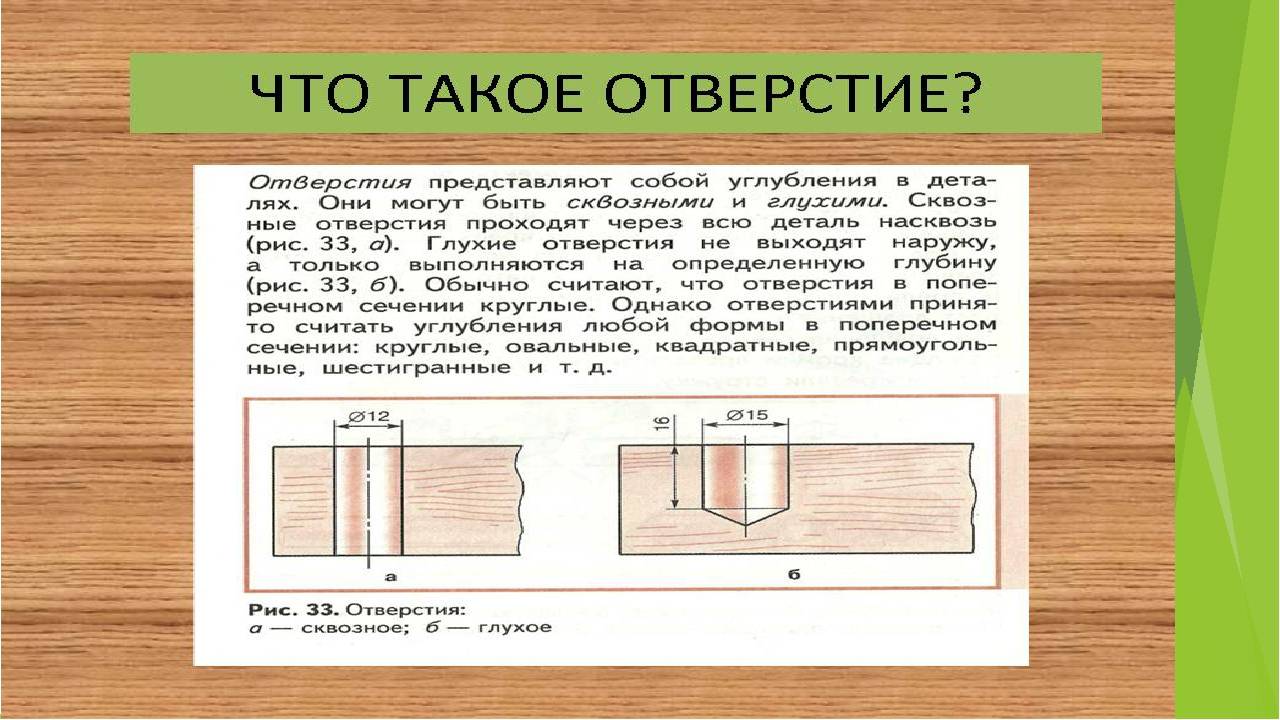
Сквозное отверстие, это отверстие проходящее через всю заготовку насквозь, а вот глухое отверстие, это отверстие которое сверлится на определенную глубину и не более, то есть не проходящее насквозь и не имеющее выхода с другой (противоположной) стороны заготовки, ну или стены.
Конечно же слово «глухое» тут используется не в прямом, а в переносном смысле.
Если проще, глухое, значит отверстие у которого есть ограничение по глубине и нет выхода с обратной стороны.
Если речь о сверлении глухого отверстия в домашних условиях (то есть без сверлильного станка на котором можно задать ограничение глубины сверления), то такие отверстия можно просверлить дрелью, можно перфоратором.
Перед выбором сверла, или бура для перфоратора нужно учитывать в каком материале сверлится отверстие.
Если это дерево, нужны сверла по дереву (перьевые, спиральные и.т.п).




Если металл, то сверла по металлу, если бетон, то нужна как минимум ударная дрель со сверлом у которого победитовый наконечник, а ещё лучше бур с победитовым наконечником и перфоратор (ударная дрель менее слабый инструмент в сравнении с перфоратором).
Можно приобрести к дрели специальную стойку с ограничителем по глубине сверления.
Если стойки нет, то я чаще использую вот такую дрель с ограничителем глубины сверления.

Ограничитель, это по сути «упор» дальше которого сверло не пойдет.
Если нет ни чего (стойки, дрели с ограничителем) то можно использовать «дедовские» варианты.
Например определяемся с глубиной сверления, далее на сверло накручиваем проволоку и желательно мягкую и причем проволока накручивается по часовой стрелки.
Та самая проволока и будет для Вас ориентиром (ну или «маяком»), вместо проволоки можно использовать изоленту.
Любое отверстие под установку дюбеля, например распорного делается «глухим».
Но под некоторые виды дюбелей в некоторых поверхностях нужны сквозные отверстия.
Например сверлите гипсокартон под установку дюбеля-бабочки, или дюбеля Молли, сверлится сквозное отверстие.
В целом глухое отверстие сверлится так:
Делаем разметку на заготовке, или на стене.
Далее керним, иначе сверло может увести в сторону на заходе.
Если это дерево, то накернить можно и шилом.
Если есть ограничитель глубины сверления на дрели, выставляем его в нужное положение.
Дрель держим под прямым углом к поверхности, начинаем сверлить, если того требует ситуация и материал основы, то периодически извлекаем сверло из отверстия, охлаждаем его.
Если речь о бетоне, то лучше использовать перфоратор, сверление производится с ударом.
Если отверстие под установку распорного дюбеля, определитесь с длинной дюбеля плюс несколько мм.
И перфораторы есть с ограничителем глубины сверления.
Процесс похожий, держим перфоратор под прямым углом, периодически извлекаем (но это при необходимости) бур из отверстия, охлаждаем бур, очищаем отверстие.
При сверлении древесины глухое отверстие можно сделать за один прием без извлечения сверла, хотя учитывайте толщину заготовки и глубину сверления.
Источник
Обозначение центровых отверстий на чертеже по ГОСТу
Центровым отверстием называется полость, обработанная центрованием (для этого используется центровочное сверло) в торце заготовки для последующего базирования в центре и механической обработки. Оформление чертежей должно соответствовать ГОСТ 14034-74 «Отверстия центровые», который был введен в 1975 году (изменения в него вносились в 1978 и 1981 годах). В нем приведены изображения центровых отверстий с углом конуса 60 градусов, с углом конуса 75 градусов, центрового отверстия с дугообразной образующей, с метрической резьбой и условно показано, какими буквами обозначены их формы, в приложении 1 приведены сведения о применении форм центровых отверстий, например, тип С применяется для крупных валов.
По приложению 2 можно определить диаметр и форму изделия исходя из массы. К примеру, на изделия весом не более 200 килограмм распространяется требование использовать форму центровых отверстий А, В или Т диаметром 5, шаг отверстий определяется проектом.
Рисунок 2. Центровое отверстие
Сверла для древесины и древесных материалов
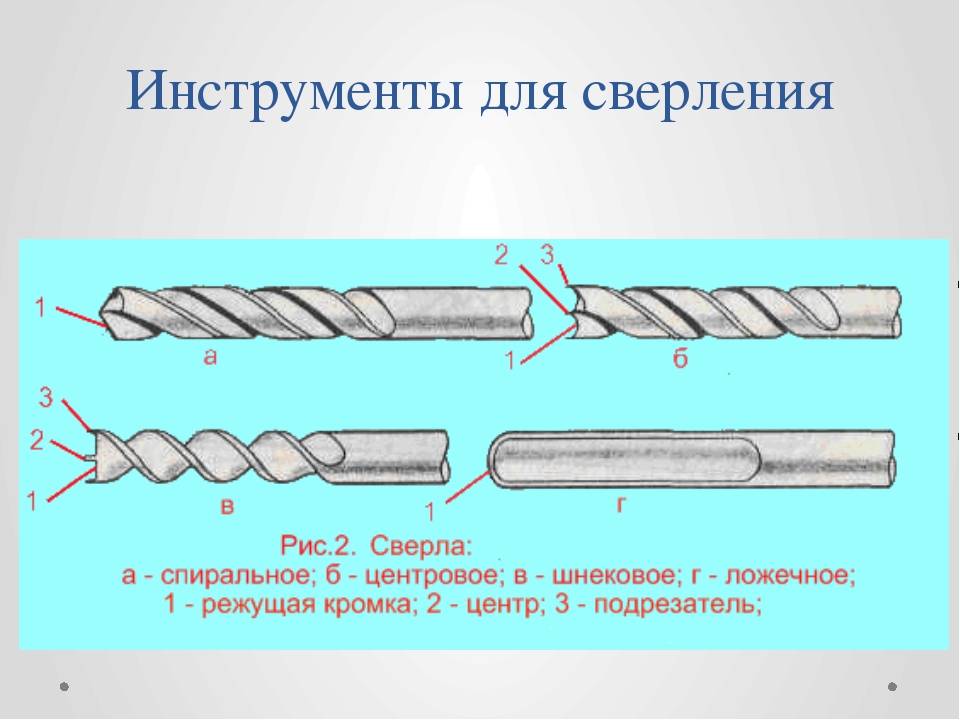
Сверла для обработки древесины и древесных материалов имеют различную конструкцию – спиральные, винтовые, перьевые, сверло Форстнера и т.д. Для образования отверстий применяют в основном спиральные сверла.
Спиральные. Самый распространенный вид сверла по древесине и древесным материалам. Производятся варианты для ручного инструмента и сверления на станках. Выпускаются различного диаметра от 3 до 50 мм. Сверла для сквозных отверстий имеют заострённый конец, для глухих — специальную конструкцию наконечника.
Винтовые. Подкатегория спиральных сверел, процесс сверления происходит за счет бурения против роста волокон древесины. Как правило используются для ручного инструмента. Винтовые сверла выпускаются различных диаметров, длин и веса. Конструктивная особенность — наличие винта с резьбой для отвода стружки и наконечника для точной установки инструмента.
Перо. Этот вид сверла наиболее сбалансирован по весу, позволяют работать с большей скоростью, но не обеспечивает высокую точность и качество обработки, поэтому не подходит для чистовых работ.
Сверло Форстнера. Специальный вид свела, предназначенный для выполнения глухих отверстий для установки петель.
Для сверления отверстий в деталях из древесины и древесных материалов обычно используют спиральные или винтовые сверла с конической заточкой, изготовленные из быстрорежущей стали. Их лезвия выполнены в виде винтовых канавок, сбегающих вниз к направляющему острию под определенным углом.
Помимо сверл из быстрорежущей стали, для сверления в деталях особо твердых пород древесины и древесных материалов применяют сверла с твердосплавными напайками, образующими особо износостойкую режущую кромку.
Сравнение
На первый взгляд и отверстием, и дыркой можно назвать небольшой проем в материи, будь то металл, дерево, ткань, резина и т.д. Однако, прислушавшись к себе, можно отметить, что слово «дырка» вызывает у нас скорее негативную реакцию. Ведь с ним ассоциируются испорченные предметы гардероба, случайно поврежденные веткой дерева, гвоздем или неосторожным движением. При слове «отверстие» нам в первую очередь придет на ум проем окна в возводимом здании или просверленное гнездо для шурупа – в общем, то, что сделано с определенной целью. Таким образом, отверстие, в отличие от дырки, наделено определенной функциональной ролью. Приведем примеры в форме небольшой таблицы.
Отверстие относится скорее к разряду технических терминов и условно применяется для обозначения составляющих элементов различных деталей. Слово «дырка» мы привыкли употреблять в разговорной речи. Однако немногим известно, что дыркой в физике называется квазичастица с положительным зарядом, а также отсутствие в оболочке электрона. Последнее обозначение используется и в квантовой химии.
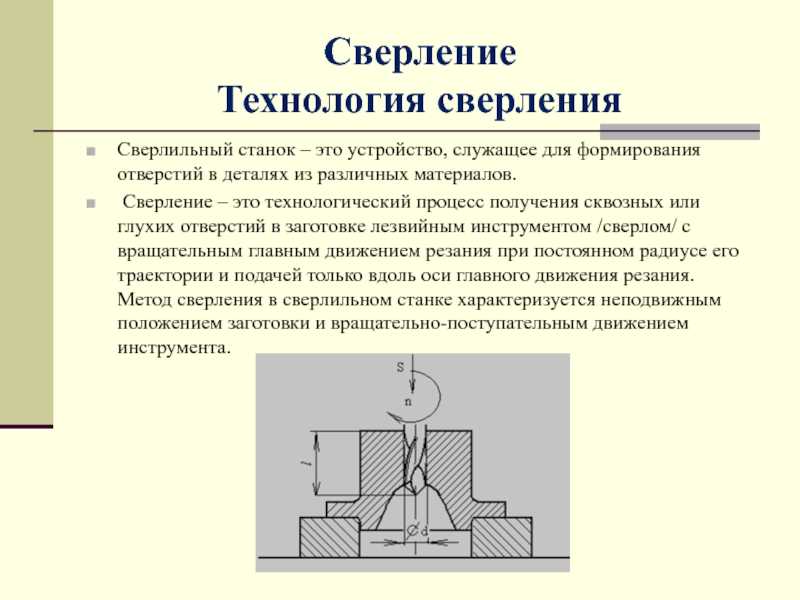
Обработка металлов сверлением: основные сведения
Сверлильная обработка производится на специальных сверлильных станках, где заготовка жестко закреплена, а режущий инструмент вращается и одновременно движется поступательно вдоль оси отверстия, высверливаемого в обрабатываемой детали (это движение называется подачей). Различают вертикальносверлильные и радиально-сверлильные станки. Первые используются для сверления отверстий в небольших заготовках, которые в процессе настройки перемещают по столу с тем расчетом, чтобы ось сверла и ось будущего отверстия совпали. Для работы с тяжелыми и крупногабаритными заготовками используют радиально-сверлильные станки. На них обрабатываемая деталь сразу жестко фиксируется на столе, а шпиндель станка устанавливается в нужном положении. Работы, выполняемые на сверлильных станках:





![Преддверно-улитковый орган [1986 гаврилов л.ф., татаринов в.г. - анатомия]](https://mtrufa.ru/wp-content/uploads/6/1/f/61f4a08a68118f821f65d0c6c79aff68.jpeg)


- сверление;
- развертывание;
- зенкерование;
- нарезание резьбы.
Режущие инструменты, используемые для обработки деталей на сверлильных станках:
- сверла;
- развертки;
- зенкеры;
- метчики (для нарезания резьбы).
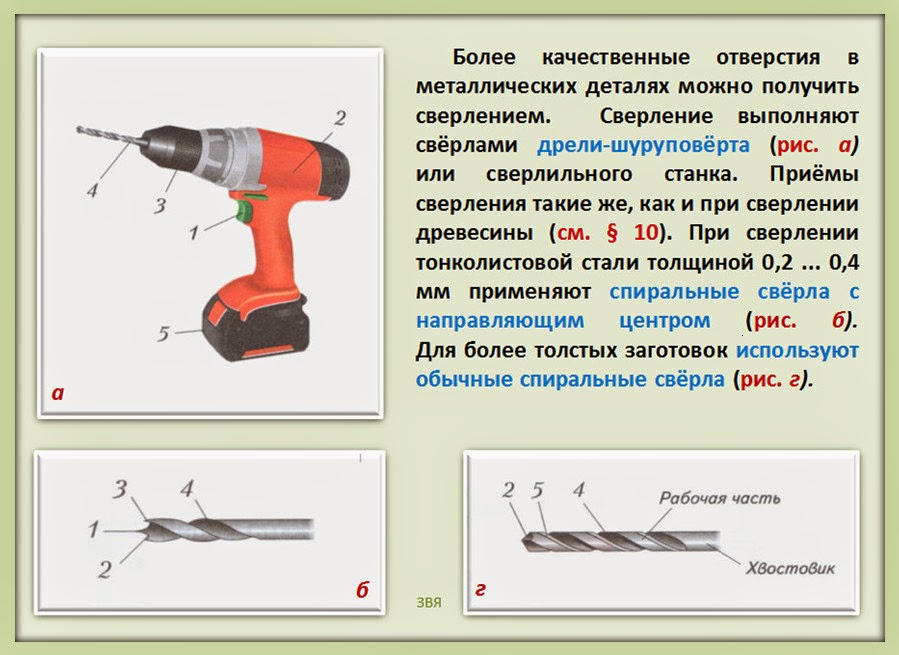
Основным режущим инструментом при сверлении деталей является сверло. Обычно для этой цели используются спиральные сверла, состоящие из рабочей части, шейки и хвостовика. Рабочая часть, в свою очередь, состоит из двух частей — режущей и центрирующей. У режущей части две режущие рабочие кромки, соединенные между собой перемычкой. Центрирующая часть имеет пару винтовых ленточек, выполняющих функцию направляющих в процессе сверления металла, а также две спиральных канавки, по которым подводится смазочно-охлаждающая жидкость и отводится стружка. Хвостовик может иметь коническую либо цилиндрическую форму. Первый вариант предназначен для крепления сверла в шпинделе посредством переходных втулок, второй вариант — для крепления в патроне. Шейка сверла несет на себе маскировку, где в числе прочих параметров указывается диаметр сверла и материал его режущей кромки.
Методы Измерения И Контроля Глухих Отверстий
Измерение глубины:
Глубиномеры: Используйте глубиномеры для точного измерения глубины глухих отверстий. Обычно используются нониусные глубиномеры или цифровые глубиномеры глубины погружения.
Штангенциркули: Для больших глухих отверстий можно использовать штангенциркули с возможностью измерения глубины.
Глубинные микрометры: Высокоточные измерения достигаются с помощью глубинных микрометров.
Оптическое измерение:
Бороскопы: Используйте бороскопы или эндоскопы для визуального осмотра внутренней части глухих отверстий. Это особенно полезно для обнаружения поверхностных дефектов или неровностей.
Оптические компараторы: Сравните характеристики обработанной детали с увеличенным оптическим изображением для детального осмотра.
Ультразвуковой контроль:
Ультразвуковые толщиномеры: Эти датчики используют ультразвуковые волны для измерения толщины материала, остающегося на дне глухого отверстия.
Координатно-измерительные машины (КИМ):
Сенсорные датчики: CMMS, оснащенные сенсорными датчиками, могут точно измерять размеры глухих отверстий.
Лазерное сканирование: Бесконтактное лазерное сканирование на CMMS позволяет получать подробную информацию о поверхности.
Рентгенография и компьютерная томография:
Рентгеновский контроль: Рентгеновское изображение может быть использовано для осмотра внутренних структур глухих отверстий.
Компьютерная томография: Компьютерная томография (КТ) позволяет получить трехмерное представление о внутренних особенностях детали.
Измерение расхода воздуха
Датчики воздушной пробки: Эти датчики используют сжатый воздух для измерения глубины и диаметра глухого отверстия.
Датчики включения/выключения:
Измерители резьбовых заглушек: Для глухих отверстий с резьбой измерители резьбовых заглушек могут обеспечить надлежащие размеры резьбы.
Кольцевые манометры: Подтвердите диаметр и глубину с помощью кольцевых манометров.
Оптические профилировщики:
Интерферометрия белого света: Оптические профилировщики используют интерферометрию белого света для 3D-профилирования поверхности глухих отверстий с высоким разрешением.
Особенности глухого отверстия в дизайне интерьера
Глухое отверстие – это структурный элемент, характеризующийся закрытыми сторонами или полностью задекорированными поверхностями, которые не позволяют проникать свету или виду из одного пространства в другое. В дизайне интерьера глухие отверстия играют важную роль, создавая атмосферу уюта и приватности.
Одной из особенностей глухого отверстия является его функциональность. Оно может использоваться для создания зон отдыха, разделения пространства на функциональные зоны, обеспечения звукоизоляции или устранения видимости наружу.
Стилистически глухие отверстия могут быть выполнены в различных стилях – от классического и ретро до современного и минималистического. Они могут быть украшены панелями с резьбой или лепниной, обитыми тканью или обкладываться камнем или кожей
Важно подобрать отверстие, которое гармонично впишется в общий дизайн интерьера и будет сочетаться с другими элементами
Дополнительным преимуществом глухого отверстия является его благотворное влияние на акустику помещения. Оно может служить звукоизоляцией, а также помогать усилить звук внутри комнаты или избежать его искажений.
Глухие отверстия также дают возможность создавать уникальные декоративные эффекты в интерьере. Например, они могут быть использованы для размещения искусства или декоративных элементов, таких как цветы, книги или предметы коллекции.
Интерьеры с глухими отверстиями могут быть очень уютными и комфортными. Они создают ощущение покоя и приватности, позволяя владельцам чувствовать себя спокойно и защищенно
Важно учитывать размеры комнаты и освещенность, чтобы правильно выбрать форму и размер глухого отверстия
Преимущества глухого отверстия в дизайне интерьера:
Функциональность
Используется для создания зон отдыха и разделения пространства на функциональные зоны.
Стилистическая гибкость
Может быть выполнено в различных стилях и украшено соответствующими материалами.
Акустика и звукоизоляция
Способствует улучшению акустики помещения и может служить звукоизоляцией.
Декоративные возможности
Позволяет создавать уникальные декоративные эффекты и размещать искусство и декоративные элементы.
Уют и комфорт
Создает ощущение спокойствия и приватности в интерьере.
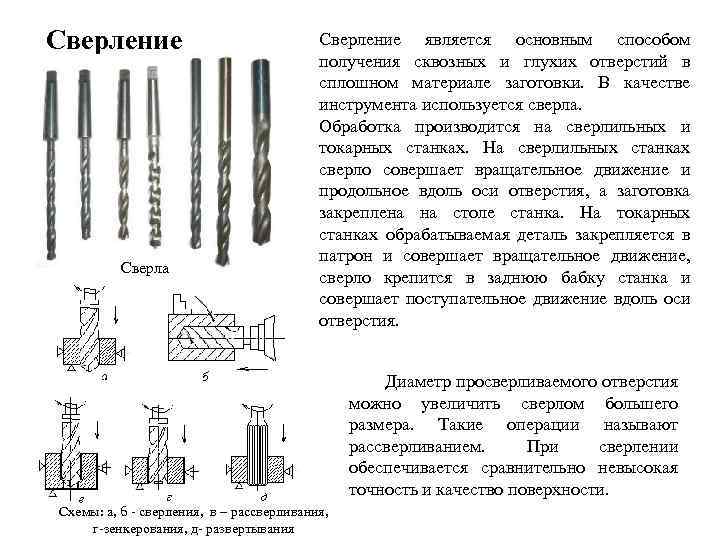
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.
Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
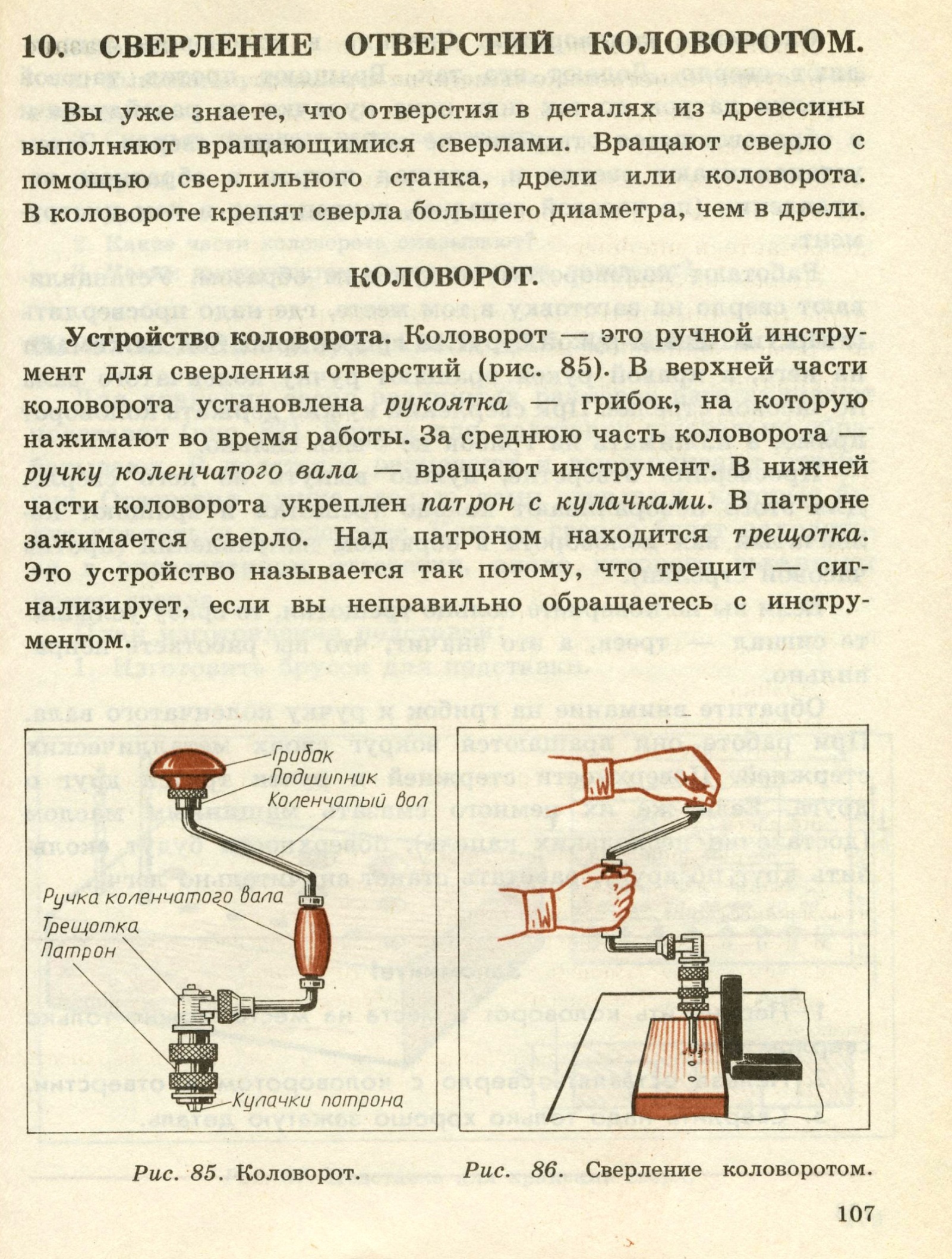
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.
Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.
Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.




Отверстие
Отверстие
геометрических форм
Классификация отверстий по форме
большим количеством
Отверстия не цилиндрической формы
Отверстия, не имеющие форму, близкую к цилиндрической или конусной, а также к аналогичной многогранной, обычно имеют свои собственные обозначения (паз, выемка, и тп), а также свой набор характеристик, по которому можно контролировать их расположение и форму.
Классификация отверстий по глубине
Глухое отверстие
Сквозное отверстие
Сквозным называется отверстие, которое имеет выход с противоположной стороны объекта (при развороте объекта на 180 градусов). Если отверстие имеет выход под другим углом, то, в зависимости от угла, его следует называть или искривленным отверстием, или каналом (до 90 градусов при этом обычно указывают угол искривления оси отверстия. При угле искривления оси отверстия более 90 градусов, а в некоторых случаях и менее, такое отверстие обычно называют каналом и применяют к нему терминологию, соответствующую назначению такого канала/отверстия).
Ступенчатое отверстие
Ступенчатое отверстие — это отверстие, образованное формированием двух или более глухих отверстий, которые не лежат на одной оси. Довольно часто используются двухступенчатые отверстия, образуемые двумя глухими. Трех или более ступенчатые отверстия применяются крайне редко в следствии крайне сложной и трудоемкой операции формирования промежуточных отверстий в толще объекта.
Сверление сквозных и глухих отверстий
Если внимательно посмотреть на детали различных машин и механизмов, то выяснится, что в них наличествует по большей части два типа отверстий: сквозные и глухие. Первые, как нетрудно догадаться, проходят через всю толщу детали, а вторые заглубляются только на определенное расстояние.
Когда сверлятся сквозные отверстия, то режущий инструмент, в момент выхода перемычки сверла, сопротивление процессу резания снижается, а значит необходимо существенно уменьшить усилие подачи, иначе сверло может опуститься чрезмерно резко, «захватить» с собой значительный слой материала, заклинить и сломаться.
Риск, что произойдет именно так, особенно велик при сверлении тонких деталей, отверстий, которые располагаются друг по отношению к другу под прямым углом, а также прерывистых отверстий. Именно по этой причине сверление сквозных отверстий происходит следующим образом: если технологический процесс предусматривает высокую скорость подачи, то перед выходом сверла из отверстия она существенно уменьшается
В тех случаях, когда подача режущего инструмента осуществляется вручную, она производится плавно и осторожно
Есть свои особенности и при сверлении глухих отверстий. Заключаются они в том, каким именно образом определяется, на какую именно глубину должно погружаться сверло. С точки зрения технологии, глухие отверстия сверлятся одним из трех основных способов:
1) В тех случаях, когда оборудование, на котором происходит сверление глухого отверстия, имеет функцию остановки подачи режущего инструмента по достижении им определенной глубины, то задействуется именно она. При этом просто выставляется то значение глубины, на которую следует произвести сверление.
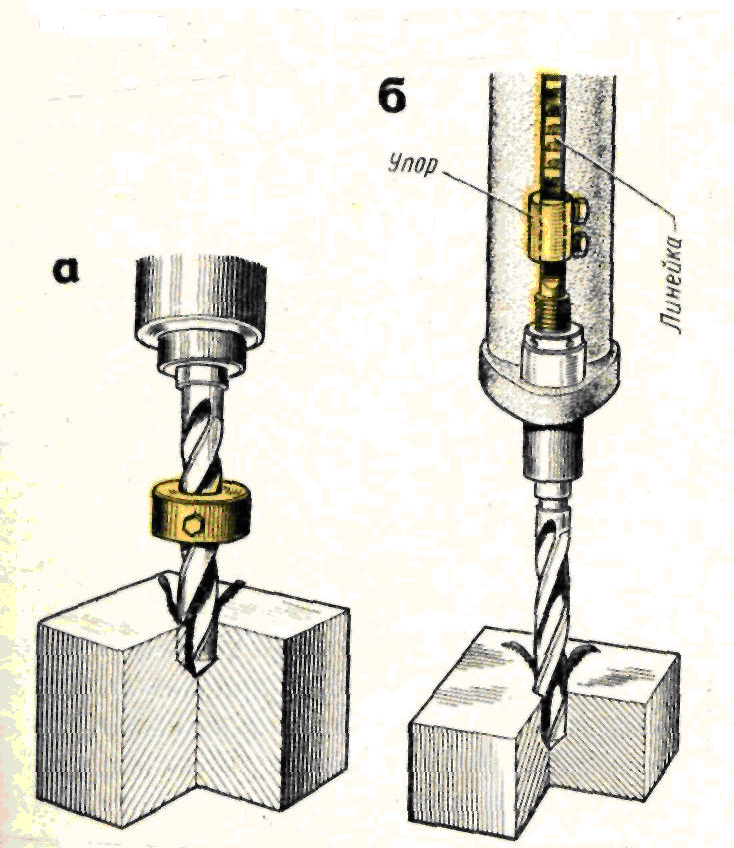
2) В тех случаях, когда оборудование не располагает такого рода функционалом, то для зажима режущего инструмента чаще всего используют патроны, которые оснащены регулируемыми упорами. Именно по ним и выставляется необходимая глубина сверления.
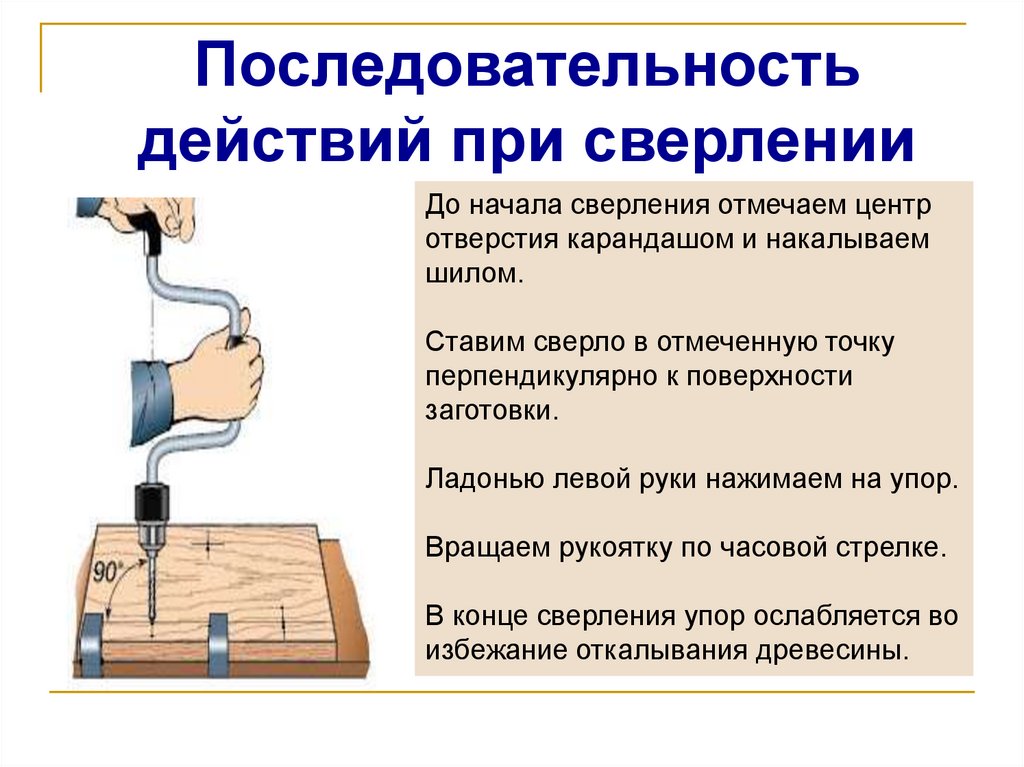
3) В тех случаях, когда не требуется достижения высокой точности глубины сверления, а патрона с упором нет в наличии, то изготавливают специальное приспособление, которое имеет форму втулки определенной длины и устанавливается на сверле в качестве упора. Еще проще просто сделать на режущем инструменте метку (скажем, с помощью мела или карандаша), и сверло погружается в материал только до нее.